
LSR vs HCR: Tool Cavitation

Electrical Connectors molded in Mexico with Silicone
As part of our ongoing series of articles about molding automotive gaskets with Liquid Silicone Rubber (LSR) versus molding with High Consistency Rubber (HCR), this article will explore the difference in tool cavitation between the two materials. LSR (Liquid Silicone Rubber) tools typically have fewer cavities compared to tools for HCR (High Consistency Rubber). This is primarily because of the nature of the materials and the molding process.
LSR molding involves injecting liquid silicone rubber into the mold cavity, which then cures into the desired shape. Since LSR is a liquid, it requires precise control over the injection process to ensure proper filling of the mold cavity without causing any defects. Having fewer cavities allows for better control over the injection process, reducing the risk of issues such as air entrapment or incomplete filling.
On the other hand, HCR molding involves processing solid rubber compounds at high temperatures and pressures. HCR materials are typically more viscous and require more force to fill the mold cavities. Consequently, molds for HCR applications often have more cavities to increase production efficiency and output.
So what are the cost implications of molding with LSR using a tool with fewer cavities compared to HCR tools?
Using a tool with fewer cavities can have several cost implications:
1. Higher upfront tooling costs: Generally, tools with fewer cavities are larger and more complex, which can result in higher initial tooling costs compared to tools with more cavities. The design and manufacturing of molds with fewer cavities often require more intricate machining and greater precision, contributing to increased upfront expenses.
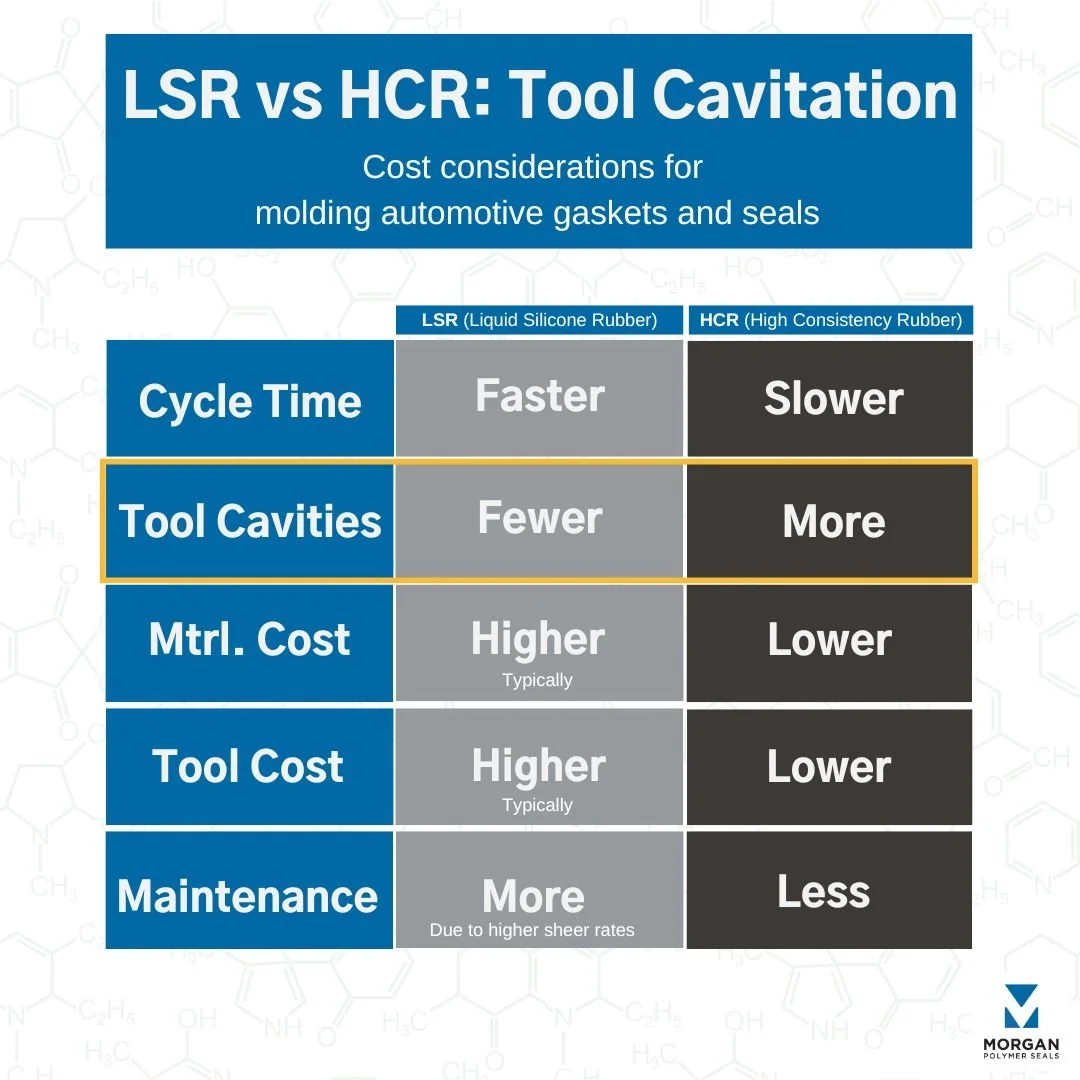
Chart: Upfront costs are typically higher for LSR molds, which have fewer cavities than compression molds
2. Lower production output: With fewer cavities, the production output per molding cycle is reduced. This can lead to longer cycle times and lower overall production efficiency, especially for high-volume manufacturing. As a result, the cost per part may increase due to reduced economies of scale.
3. Increased unit cost: The higher tooling costs and potentially lower production efficiency associated with fewer cavities can contribute to a higher per-unit manufacturing cost. This is particularly significant if the production volume does not justify the initial investment in expensive tooling.

Compression Molding in Mexico
4. Flexibility and versatility: Tools with fewer cavities may offer greater flexibility and versatility in terms of accommodating design changes or producing different part configurations. While this can be advantageous in certain situations, it may also entail additional costs associated with tool maintenance, reconfiguration, or setup changes.

Silicone Grommet
5. Tool lifespan and maintenance: Tools with fewer cavities may experience less wear and tear compared to high-cavity tools, potentially resulting in longer tool lifespan and lower maintenance costs over time. However, this can vary depending on factors such as material properties, production volume, and operating conditions.
Overall, the cost implications of using a tool with fewer cavities depend on various factors, including production volume, part complexity, tooling requirements, and long-term operational considerations. It's essential to evaluate these factors carefully to determine the most cost-effective approach for specific molding applications.
Here’s a quick video that shows our LIM presses overmolding LSR onto a plastic carrier.
Do you have a program you’d like us to help with? Click the contact button below and we’ll reply right away.